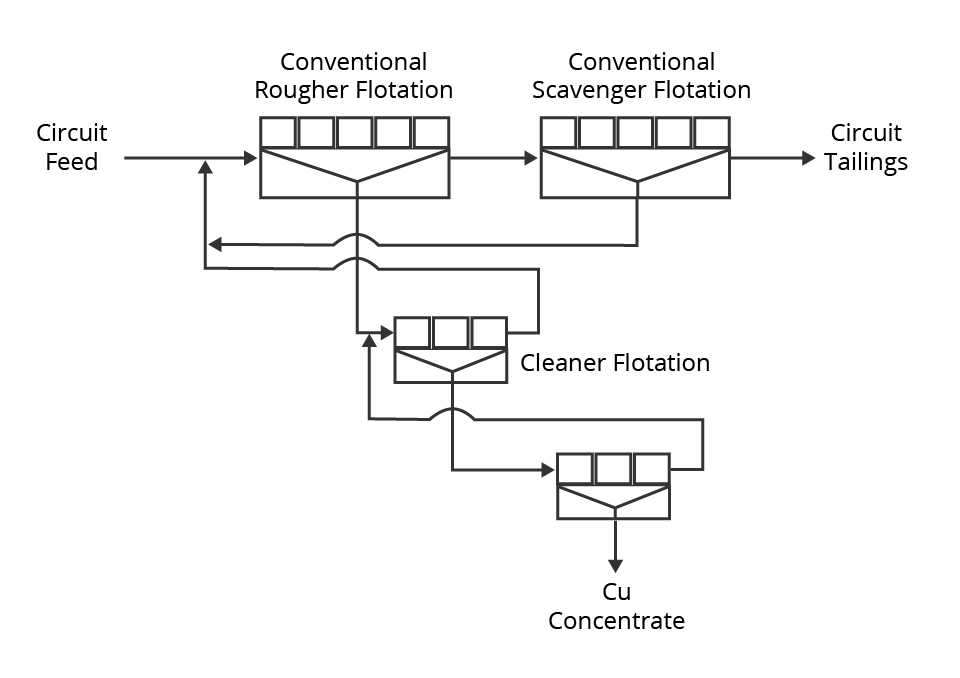
Conventional Flotation First developed in 1912. Employed throughout the 20th century. Low capital cost. Due to mixing, several cells are used in series. Hydraulic entrainment has always caused a battle between grade and recovery. 10 tph/cell capacity Microcel Bubble Generation Gold Flotation Circuit
flotation
1 post